鍋爐之家客服熱線:
鍋爐之家客服熱線:
一、概述
高合金細晶粒鋼,是指鋼材本身合金含量高,通過細化晶粒,析出彌散細小的碳、氮化合物,從而獲得強度更高、韌性優(yōu)異的鋼。T91/P9是近年來研究、開發(fā)的高合金細晶粒鋼,目前已廣泛應用于火力發(fā)電機組的主蒸汽管道和高溫再熱蒸汽管道。T91/P91 鋼是一種改進的9Cr-1Mo鋼,在美國試驗材料委員會 (ASTW)和美國機械工程師學會(ASMW)標準中,T91代表鍋爐用的小直徑鋼管,P91代表鍋爐用的大直徑鋼管,F(xiàn)91代表鍛鋼。美國、法國、德國、中國 高合金細晶粒鋼近似對照見圖1。

圖1
T91/P9鋼是一種比較常用的新型鐵素體耐熱鋼,本身具有比較高的耐疲勞強度和良好的抗氧化性能,最高使用溫度可達650℃。同時,T91/P91鋼在高溫下還具有比較高的蠕變斷裂強度及許用應力。
二、T91/P91鋼的焊接性
1、焊接冷裂紋敏感性
新型鐵素體耐熱鋼的焊接冷裂紋敏感性,比傳統(tǒng)鐵素體耐熱鋼焊接冷裂紋敏感性低。在評判裂紋敏感性時,不能用碳當量Ceq或裂紋敏感指數(shù)Pom來判斷 T91/P91鋼的焊接裂紋敏感性,因為這些參數(shù)是在實驗的基礎上得到的,有著嚴格的適用范圍,它們只適用低合金鋼,而不適用新型鐵素體耐熱鋼。
2、焊接熱裂紋敏感性
由于新型鐵素體耐熱鋼的C和S、P等含量都很低,雖然Nb能夠提高焊接熱裂紋敏感性,但與傳統(tǒng)鐵素體耐熱鋼相比,焊接熱裂紋敏感性還是比較低的。
3、焊縫金屬的韌性
焊后的冷卻速度對焊縫金屬沖擊韌度的影響是明顯的,隨著冷卻速度的降低,沖擊韌度降低。因此,該類鋼焊接時,要求采用小熱輸人的焊接參數(shù),并且在滿足焊縫金屬韌性要求的前提下,盡量降低預熱溫度和層間溫度。
4、時效傾向
新型鐵素體耐熱鋼的時效是不可避免的,但可以使時效引起的韌性下降,仍然能夠滿足使用要求。具體措施是提高焊縫金屬的沖擊韌度,使時效后的沖擊韌度仍然能夠滿足使用要求。然后是用降低焊縫金屬的Si含量,從而達到降低時效效果。
5、焊縫中δ相
焊縫中的殘留δ相,會大大降低材料的沖擊韌度和蠕變斷裂強度。為此,除了在焊接時選擇合理鉻當量的焊接材料外,還要避免過高的預熱溫度和層間溫度,選擇較小的焊接熱輸人。
6、接頭的蠕變斷裂強度
與傳統(tǒng)耐熱鋼一樣,新型耐熱鋼焊接接頭也存在一個蠕變斷裂強度降低的區(qū)域,導致焊接接頭的使用壽命比母材和焊縫短。防止蠕變斷裂強度的措施有:
(1)采用小的焊接熱輸人,快速焊接,盡量降低預熱溫度和層間溫度。
(2)消除母材原來奧氏體晶界上分布的碳化物,焊前需對母材進行正火。
(3)利用硼元素對晶界析出物的穩(wěn)定作用,開發(fā)新的高硼低氮的新型鐵素體 耐熱鋼。
三、焊接案例:T91鋼管對接水平固定手工鎢極氬弧焊打底、焊條電弧焊蓋面單面焊雙面成形
1、焊前準備
(1)焊件材質(zhì):T91 鋼管,其化學成分見圖2。

圖2
力學性能見3。

圖3
(2)焊件規(guī)格尺寸 (外徑x管厚)為: 42mm x 4mm。
(3)坡口形式V形坡口及焊縫層次見圖4。
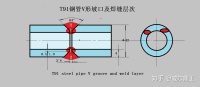
圖4
(4)焊接材料焊接材料 見圖5。

圖5
(5)焊接設備:ZX5- 400型弧焊整流器1臺,氬氣瓶,氬弧焊焊槍。
(6)鎢極:純鎢型,直徑為2. 5mm。
%輔助工具:焊縫萬能量規(guī)和 焊條保溫筒等。
2、焊前的裝配定位
(1)焊前的打磨將焊件用角磨砂輪打磨并去除坡口表面及其兩側各30mm 范圍內(nèi)的氧化皮、油、污,直至露出金屬光澤。
(2)焊件定位按4所示的進行組裝,加熱定位焊焊接區(qū),當定位焊 焊接區(qū)溫度達到250 ~ 300℃時進行定位焊,定位焊縫長度為15 ~ 20mm,定位的焊接參數(shù)見圖6。

圖6
3、焊接操作
(1)焊接全焊縫時,預熱溫度在200 ~ 250℃,層間溫度控制在200~300℃ 好。在管子內(nèi)側,坡口中心兩側各250 ~ 300mm范圍內(nèi)填充氬氣保護,T91 鋼管對接水平固定手工TIG焊打底、焊條電弧焊蓋面單面焊雙面成形的焊接參教見圖6。
(2)焊接過程采用短弧焊接為好,注意控制焊接速度。
(3)焊接時,非焊接部位要禁止引弧,焊縫咬邊缺陷不超過規(guī)定時,可以進 行修磨。
(4)焊接過程要嚴格控制焊接熱輸人在35kJ/cm之內(nèi),層間溫度控制在25℃以下。
(5)焊條焊前要經(jīng)過380~400°C烘焙1h,隨烘隨用。
(6)管子打底焊時采用手工鎢極氬弧焊,按時鐘鐘面位置3點→6點→9點, 可分為上、下兩個半圓,焊接應由下半圓開始,可以采用“內(nèi)填絲法”和“外填絲法”焊接。蓋面層焊接采用焊條電弧焊工藝,可以采用“斷弧焊法”和 “連弧焊法”。
(7)蓋面焊接前,應仔細地打磨填充層表面,保持待焊層表面平整,填充層焊縫表面與焊件表面距離1.5~2mm。
(8)蓋面焊過程中,焊條作鋸齒形擺動,當電弧運行到坡口兩側邊緣處時, 應稍作停頓,使焊道與坡口兩側邊緣處充分熔合以1~2mm為宜。
4.焊后熱處理
焊后焊件經(jīng)300 ~ 350℃的消氫處理,保溫2h,焊后熱處理溫度為750士 20C,保溫2h。
5.焊接質(zhì)量檢驗
按中華人民共和國國家質(zhì)量監(jiān)督檢驗檢疫總局頒布實施的TSG Z6002一-2010 《特種設備焊接操作人員考核細則》評定:
(1)焊縫外形尺寸 焊縫余高差≤2mm,焊縫寬度比坡口每側增寬0.5~2. 5mm,寬度差≤3mm。
(2)焊縫表面缺陷 咬邊深度≤0.5mm,焊縫兩側咬邊總長度不超過焊縫長的10%。背面凹陷深度:當管壁厚≥5mm時,深度≤20%壁厚,且≤2mm,焊縫表面不得有裂紋、未熔合、夾渣、氣孔、焊瘤和未焊透。
(3)焊縫內(nèi)部質(zhì)量 焊縫按 JB/T 4730.2- -2005 《承壓設備無損檢測 第 2部分射線檢測》 標準進行檢測。