客服熱線:
客服熱線:
耐火澆注料應用范圍比較廣,目前主要使用在煉鐵高爐等熱工設備內襯及化工行業各種窯爐,及其他一些形狀復雜難以砌磚的部位。澆注料具有較高的耐火性能、良好的熱震穩定性,并具有一定的抗硫酸鹽侵蝕性能。其使用溫度一般在 1350℃-1400℃,正常使用壽命一般在一年以上下面分析了煉鐵高爐用耐火澆注料損壞的常見原因。
1.高爐澆注施工方案設計不合理
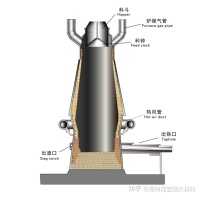
環向、縱向膨脹縫設計數量不夠。高爐運行后,澆注料受熱,體積膨脹,互相擠壓,產生裂紋。應預留充分的間隙來滿足膨脹要求,防止高爐貫穿,沖刷保溫層。澆注前碳磚面上涂刷防水炭膠涂層,防止耐火泥漿浸入填充材料內。爐底澆注前在碳磚內面粘貼 50mm 的耐高溫纖維板,七段冷卻壁下端粘接 30mm的耐高溫纖維板,風口的大套部位和中套的上半圓采用 20mm 的纖維氈包裹住,中套的下半圓使用具有高強度的 100mm 厚聚氯乙烯泡沫板進行包裹,澆注后燒出空腔,拆模后填充緩沖泥漿緩沖風口下部的耐材襯體的膨脹。
2.施工工藝不合理
(1)澆注料在攪拌時“灰水比”控制不好。加水量過多,澆注料成型后材料內部氣孔率高,材料強度降低,自然凝固時間過長,養生時間加長。加水量太少,材料流動性不好,振動不密實,容易留下氣孔、洞穴等,強度也將大大降低。
(2)攪拌時間和振動時間控制不好。攪拌時間太短,材料混合不均勻,不密實,強度降低;澆注料的澆注應采用震搗機分層進行震搗。振動時間過長,材料易產生分層,細粉浮在表面,骨料沉在底部,導致材料強度降低易剝落。澆注料拌后30min內用完,宜一次澆注到所規定的厚度和高度。澆注料施工應在5℃以上的環境下進行,因為溫度太低,材料不易凝固,即使凝固,也是一種假凝現象,澆注料一般應連續進行澆注,在前一層澆注料初凝前,應將下一層澆注料澆注完。如施工間隙超過其初凝時間,應按施工縫要求進行處理。
(3)脫模時間控制不好。澆注料還沒有硬化就進行脫模。應在澆注料強度能保證其棱角不因脫模受損壞時,方可拆除。承重模板應在澆注料達到強度的70%時方可拆模。為便于脫模,澆注前所有模具的澆注面均應涂一層機油。
(4)澆注料養護時間控制不好。鍋爐砌筑完后要有足夠的自然干燥期,使耐火層中大部分水分能析出,防止烘爐時大量水分不能及時排出,使耐火層爆裂和脫落。
(5)烘爐質量控制不好。烘爐是將爐襯材料中自然干燥無法排除的游離水和結晶水排除,同時對澆注料進行高溫固化以達到一定的強度。

3.澆注料的熱震穩定性能較差,材料質量不過關
澆注料的熱震穩定性能較差,劇烈的溫度變化很容易使之損壞。以回轉窯的冷卻帶(特別是窯口處)為例,該處不僅要受熟料不斷地磨蝕,而且還要不斷地受二次風和窯內高溫熟料的作用,每轉一圈,窯襯材料有時埋在高溫物料下,有時暴露在火焰下,造成襯料表面溫度隨窯的轉動而發生同期性變化,溫度差達200℃以上,影響深度15~20mm,按照窯速3.5r/min計算,這種周期性溫度升降多次重復導致澆注料的表面層發生熱疲勞;如果冷窯,這種溫度變化更加劇烈。它們都是造成澆注料損壞的原因。檢修剔除時可以發現,殘存部分的澆注料表面20~50mm深度范圍內多呈現剝落、掉塊的現象,這主要是熱疲勞造成的損壞。
4.烘爐及高爐的運行時的不正當操作